程安仁,林 浩,趙冬梅(北京首創(chuàng)輪胎有限責(zé)任公司,北京 100240)
提高膠料的抗撕裂性能和抗屈撓性能,降低輪胎膠料膠料生熱,是提高輪胎高速性能、減少肩空和脫層的有效措施。本工作從提高膠料的抗撕裂性能和抗屈撓性能,降低肩膠生熱的角度出發(fā),探討175GR白炭黑在載重輪胎胎肩膠中的應(yīng)用。
1 實驗
1.1 主要原材料
天然橡膠,SIR 20#,印度尼西亞產(chǎn)品;順丁橡膠,BR9000,中國石化北京燕化石油股份有限公司產(chǎn)品;炭黑N326和炭黑N660,沙河市炭黑廠產(chǎn)品;白炭黑,牌號175GR,羅地亞白炭黑(青島)有限公司產(chǎn)品;硅烷偶聯(lián)劑Rsi-B,南京曙光化工總廠產(chǎn)品;其它原材料均為橡膠工業(yè)常用原材料。
1.2 配方
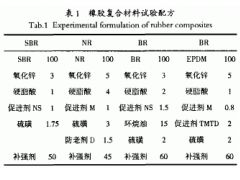
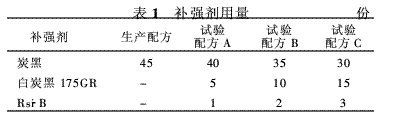
生膠(NR/BR) 100,氧化鋅 8,硬脂酸 2,防老劑 2.5,硫化劑和促進(jìn)劑 4,增塑劑 4,補強劑 變量(見表1),其它 1.15。
1.3 主要設(shè)備和儀器
1.57L密煉機(jī),英國Banbury公司產(chǎn)品;Ф150 mm×320 mm開煉機(jī),廣東省湛江機(jī)械廠產(chǎn)品;F270型密煉機(jī),英國Banbury公司產(chǎn)品;QLB-Q450型平板硫化機(jī),湖州橡膠機(jī)械廠產(chǎn)品,MV2000型門尼粘度儀和MDR2000型硫化儀,美國孟山都公司產(chǎn)品;拉力機(jī),XQ-250型,江蘇省江都真武橡膠機(jī)械廠;壓縮疲勞試驗機(jī),YS-25-Ⅱ型,上海化工機(jī)械四廠。
1.4 膠料混煉工藝
1·4·1 小配合試驗
小配合試驗?zāi)z料的一段混煉在1.57 L密煉機(jī)(轉(zhuǎn)子轉(zhuǎn)速115 r·min-1,壓砣壓力0. 35MPa)中進(jìn)行混煉,加料順序為:生膠→白炭黑、炭黑和小料→清掃→排膠(排膠溫度145℃)。二段混煉在開煉機(jī)(速比為1:1·4)上,加料順序為:一段混煉膠(停放16 h)→硫黃和促進(jìn)劑→下片。
1·4·2 大配合試驗
大配合試驗?zāi)z料的混煉均在F270型密煉機(jī)內(nèi)進(jìn)行,工藝如下。
大配合試驗?zāi)z料的母膠混煉在F270密煉機(jī)轉(zhuǎn)子轉(zhuǎn)速為40 r·min-1、壓砣壓力為0.6 MPa的條件下進(jìn)行。
生產(chǎn)配方進(jìn)行兩段混煉,一段母膠的加料順序為:生膠→炭黑和小料→軟化劑→清掃→排膠,排膠溫度160℃。
試驗配方進(jìn)行三段混煉,一段母膠的加料順序為:生膠→白炭黑、部分炭黑和小料→軟化劑→清掃→排膠,排膠溫度150℃;二段母膠的加料順序為:一段母膠→剩余炭黑→清掃→排膠,排膠溫度153℃。
大配合膠料的終煉膠混煉均是在F270密煉機(jī)轉(zhuǎn)子轉(zhuǎn)速為20 r·min-1、壓砣壓力為0.6 MPa的條件下進(jìn)行混煉,加料順序為:母膠、小料→排膠,排膠溫度105℃。
1.5 性能測試
門尼粘度按照ASTM D 1646-80方法進(jìn)行測定;硫化特性按照ASTM D 2084-81方法進(jìn)行測定;其它各項性能測試均按相應(yīng)國家標(biāo)準(zhǔn)進(jìn)行測定。
2 結(jié)果與討論
2.1 理化分析
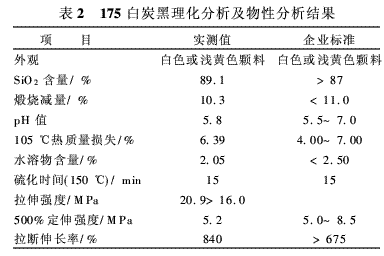
175GR白炭黑的理化分析結(jié)果見表2,可以看出,175GR白炭黑的理化性能達(dá)到指標(biāo)要求。
2.2 小配合試驗
小配合試驗結(jié)果見表3和表4。
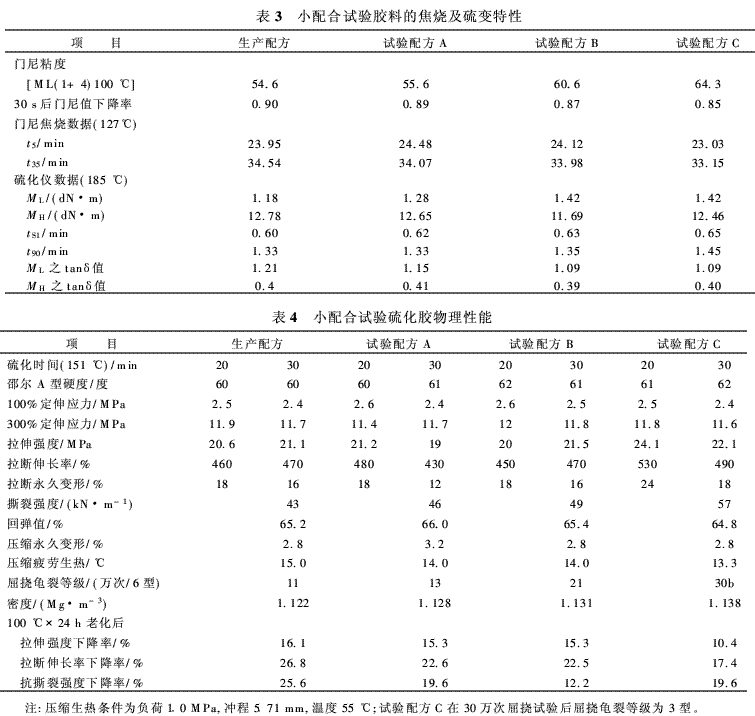
從表3可以看出,在相同的密煉工藝下,與生產(chǎn)配方膠料相比,試驗配方膠料的門尼粘度較生產(chǎn)配方膠料大,而且隨著白炭黑的用量增大而增大,在100℃下門尼結(jié)束后松弛30 s后的門尼粘度值下降率表明,白炭黑膠料的門尼粘度值下降率較生產(chǎn)配方膠料小,而且下降率隨著白炭黑的用量增大而減小,表明加入白炭黑后膠料的流動性能變差,需要改善混煉工藝;在127℃下,試驗配方膠料的門尼焦燒時間在白炭黑用量為5份時較生產(chǎn)配方略長,但隨著白炭黑的用量延長,t5和t35有逐步縮短的趨勢,這可能與Rsi-B用量增大有關(guān);在185℃下,試驗配方膠料焦燒時間tS1隨白炭黑的用量增大逐步增大,正硫化時間t90也隨白炭黑的用量增大逐步延長,而且均比生產(chǎn)配方膠料大,說明在此溫度下,加入白炭黑硫化速度有變慢的趨勢;從ML之tanδ值(表示未硫化膠在轉(zhuǎn)矩達(dá)到最低時的tanδ值)來看,試驗配方膠料均比生產(chǎn)配方膠料小,這表明試驗配方膠料的混煉工藝性能較差,這與門尼松弛試驗結(jié)果一致;從MH之tanδ值(表示硫化膠在轉(zhuǎn)矩達(dá)到最高時的tanδ值)來看,試驗配方膠料與生產(chǎn)配方膠料相當(dāng),這表明滾動阻力變化不大。
從表4可以看出,與生產(chǎn)配方膠料相比,試驗配方膠料抗撕裂強度和抗屈撓性能明顯提高,壓縮疲勞溫升有所降低,從老化后強度、拉斷伸長率和抗撕裂強度的下降率來看,耐老化性能有所提高,其它性能基本相當(dāng)。
從上述數(shù)據(jù)來看,加入175GR白炭黑后,除工藝性能和硫化速度需要進(jìn)行調(diào)整外,其它性能都能達(dá)到或優(yōu)于生產(chǎn)配方。
2.3 大配合試驗
根據(jù)小配合試驗結(jié)果,綜合膠料的硫化性能和硫化機(jī)硫化測溫數(shù)據(jù),確定采用試驗配方C進(jìn)行大配合試驗,同時對硫化體系稍加調(diào)整。為了改善試驗配方C的工藝性能,我們將混煉工藝由普通胎肩膠的二段混煉改為三段混煉(見1.4節(jié)膠料混煉工藝)。大配合試驗結(jié)果見表5和表6。
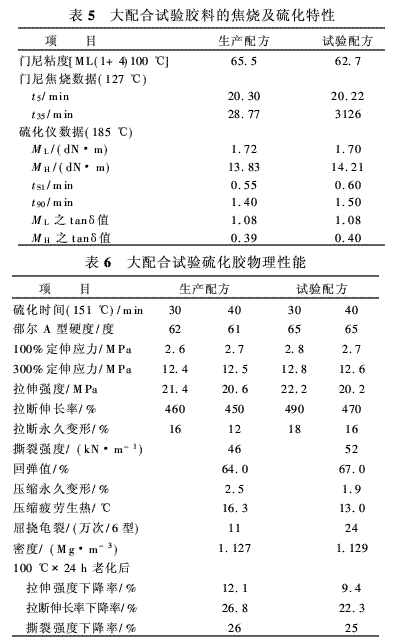
從表5可以看出,與生產(chǎn)配方膠料相比,試驗配方膠料的門尼粘度略低,硫化速度稍慢,試驗配方膠料的模量略大于生產(chǎn)配方膠料,焦燒時間和混煉工藝性能基本相同,滾動阻力也相當(dāng)。
從表6可以看出,與生產(chǎn)配方硫化膠相比,試驗配方硫化膠最顯著的優(yōu)點是:耐屈撓龜裂性能明顯提高(漲幅118%),抗撕裂性能提高13%,回彈性能有所提高,壓縮疲勞溫升較低,壓縮永久變形較小,硬度、定伸應(yīng)力和拉斷伸長率高于生產(chǎn)配方硫化膠,老化性能略好于生產(chǎn)配方硫化膠,其它性能基本相當(dāng)。
另外,與生產(chǎn)配方膠料相比,試驗配方膠料混煉時包輥性能良好,膠片表面平整、光亮,復(fù)合出型時粘合良好,擠出溫度相當(dāng)。
2.4 成品輪胎性能
結(jié)合公司試驗安排,為了合理地利用資源,我們將試驗胎肩膠和另一試驗胎冠配方的胎冠膠同時進(jìn)行成品試驗并與生產(chǎn)配方成品進(jìn)行對比,生產(chǎn)10·00-20 16PR試驗輪胎6條,從中選取兩條分別進(jìn)行高速和耐久性能試驗,試驗結(jié)果見表7。
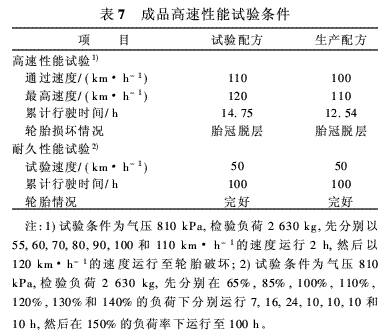
從表7可以看出,試驗輪胎與正常輪胎相比試驗輪胎的高速性能得到改善(提高一個速度級別),耐久性能相當(dāng)。從損壞形式來看,兩條輪胎均為脫空,而且均為胎冠膠與緩沖層脫空。就斜交輪胎而言,通過110 km·h-1檢驗,最高行駛速度達(dá)到120 km·h-1,已經(jīng)算是斜交輪胎中的精品了。
2.5 效益分析
采用試驗胎冠膠和試驗胎肩膠配方生產(chǎn)的輪胎成本比采用生產(chǎn)配方生產(chǎn)的輪胎略有增長,如采用試驗配方生產(chǎn)的每條10·00-20 16PR輪胎成本增長約3元。但試驗配方膠料的工藝性能較好,輪胎高速性能顯著提高,這對重視改進(jìn)載重輪胎高速性能的今天具有重要的意義。
3 結(jié)論
采用175GR白炭黑與炭黑并用,可在降低載重輪胎胎冠膠生熱的同時顯著提高胎肩膠的耐屈撓龜裂性能和抗撕裂性能,回彈性能有所提高,硫化速度略有下降;隨著膠料性能的改善,成品輪胎的高速性能也得到顯著改善,提高了成品輪胎的性能價格比。
參考文獻(xiàn):略